

Nel mondo della produzione di materiali compositi, si investono ingenti risorse per ottimizzare la chimica delle resine, perfezionare le velocità di pultrusione e perfezionare i rapporti fibra-resina. Tuttavia, un fattore critico viene spesso trascurato, finché una linea di produzione non si ferma o un lotto di componenti finiti non supera uno stress test:l'ambiente di stoccaggio delroving in fibra di vetro.
Roving in fibra di vetronon è un prodotto inerte. È un materiale altamente ingegnerizzato rivestito con un complesso "appretto" chimico che funge da interfaccia tra il vetro inorganico e la resina organica. Questa chimica è sensibile e la sua degradazione durante lo stoccaggio può portare a cedimenti catastrofici dell'integrità strutturale.
In questa guida esamineremo in che modo la temperatura, l'umidità e le pratiche di conservazione fisica determinano le prestazioni dei materiali di rinforzo.
Il nemico invisibile: umidità e idrolisi
La minaccia più significativa per i dati memorizzatiroving in fibra di vetroè l'umidità. La fibra di vetro è naturalmente idrofila (attrae l'acqua). Mentre i filamenti di vetro stessi sono durevoli,sistema di dimensionamento—il ponte chimico che consente alla resina di “bagnarsi” e legarsi alla fibra—è suscettibile aidrolisi.
Quandofibra di vetrovagabondoè conservato in un ambiente ad alta umidità:
Degradazione delle dimensioni:L'umidità rompe i legami chimici all'interno dell'appretto, rendendolo meno efficace nel promuovere l'adesione.
Scarsa bagnatura:Durante la produzione, la resina non riesce a penetrare completamente nel fascio di fibre, causando "punti asciutti" e vuoti nel composito finale.
Azione capillare:Se le estremità delle bobine sono esposte, l'umidità può penetrare in profondità nella confezione per azione capillare, causando prestazioni incoerenti sull'intero rotolo.
Fluttuazioni di temperatura e migrazione dimensionale
Mentrefibra di vetroha un'elevata resistenza termica, la collatura organica no. Se un magazzino è sottoposto a calore estremo (oltre 35°C/95°F), un fenomeno noto comemigrazione dimensionalepuò verificarsi. Il rivestimento chimico può diventare leggermente mobile, accumulandosi sul fondo della bobina o creando "punti appiccicosi".
Al contrario, lo stoccaggio del roving in condizioni di congelamento e il suo successivo spostamento immediato in un ambiente di produzione caldo porta acondensazioneQuesto rapido accumulo di umidità sulla superficie delle fibre è una delle principali cause di delaminazione nei tubi avvolti in filamenti e nei recipienti a pressione.
Confronto: condizioni di conservazione ottimali vs. scadenti
Per aiutare il team di controllo qualità a verificare le vostre strutture, fate riferimento alla seguente tabella per i parametri di riferimento standard del settore.
Standard di stoccaggio del roving in fibra di vetro
| Parametro | Condizione ottimale (Migliori pratiche) | Condizioni scadenti (Alto rischio) | Impatto sulle prestazioni |
| Temperatura | Da 5°C a 35°C (stabile) | Sotto 0°C o sopra 40°C | Migrazione delle dimensioni, fibre fragili o condensa. |
| Umidità relativa | Dal 35% al 65% | Oltre il 75% | Idrolisi dell'appretto, scarso legame resina-fibra. |
| Acclimatazione | 24–48 ore in officina prima dell'uso. | Utilizzo diretto da conservazione a freddo. | Microfessure nella matrice di resina dovute all'umidità. |
| Accatastamento | Pallet originali; massimo 2 alti (se progettati). | Bobine allentate; altezza di impilamento eccessiva. | Deformazione fisica delle bobine; problemi di tensione. |
| Esposizione alla luce | Ambiente buio o con pochi raggi UV. | Luce solare diretta (vicino alle finestre). | Degradazione UV dei prodotti chimici per imballaggio e dimensionamento. |
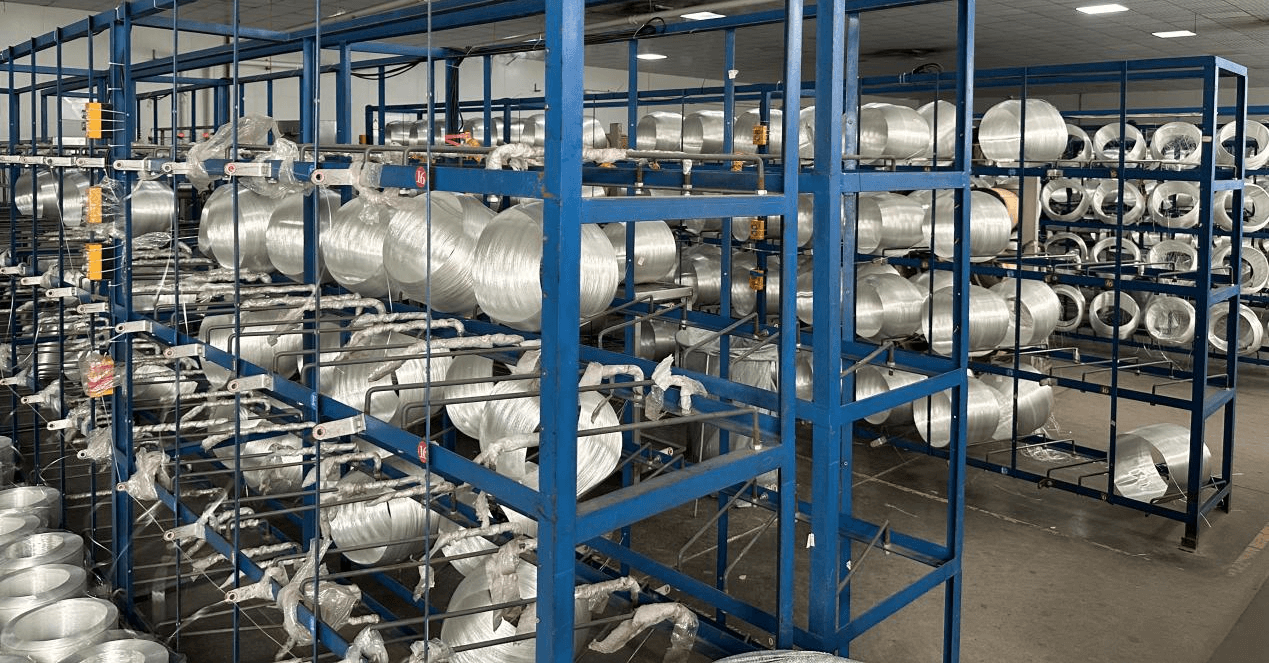
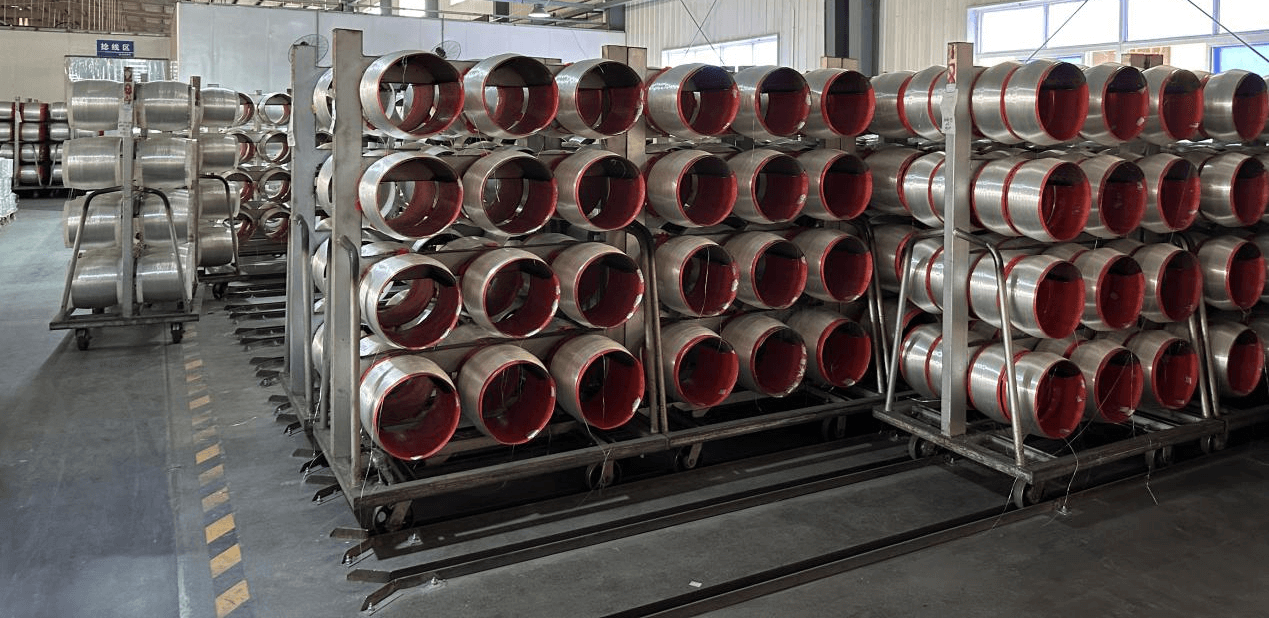
Integrità fisica: problemi di impilamento e tensione
Roving in fibra di vetroviene solitamente avvolto su bobine con una tensione precisa. Se queste bobine vengono conservate in modo improprio, ad esempio impilandole orizzontalmente senza supporto o schiacciandole sotto un peso eccessivo, la geometria interna della confezione cambia.
Variazioni di tensione:Le bobine schiacciate causano un "risultato" non uniforme durante la pultrusione o l'avvolgimento del filamento. Ciò fa sì che alcune fibre siano più strette di altre, creando tensioni interne nel pezzo finito che possono portare a deformazioni o guasti prematuri.
Fuzz e rotture:Quando le bobine vengono urtate o trascinate sui pavimenti ruvidi dei magazzini, gli strati esterni del vetro vengono danneggiati. Questi filamenti rotti creano "lanugine" nella linea di produzione, che può ostruire le guide e contaminare il bagno di resina.
Il ruolo del packaging: perché “originale” è meglio
Roving in fibra di vetro di alta qualitàviene solitamente consegnato in un involucro termoretraibile stabilizzato ai raggi UV con bustine essiccanti. Un errore comune negli impianti di produzione è quello di rimuovere prematuramente questo imballaggio.
L'involucro originale svolge tre funzioni essenziali:
Barriera all'umidità:Agisce come uno scudo primario contro l'umidità ambientale.
Prevenzione della polvere:Le particelle (polvere, segatura o trucioli metallici) provenienti dall'ambiente di una fabbrica possono interferire con il legame chimico tra il vetro e la resina.
Contenimento:Impedisce che il filato si stacchi o cada dalla bobina durante la movimentazione.

5 buone pratiche per mantenere la qualità del roving
Per garantire che il materiale funzioni esattamente come specificato dal produttore, implementa questi cinque protocolli di magazzino:
Primo arrivato, primo uscito (FIFO): Roving in fibra di vetroha una durata di conservazione che in genere va dai 6 ai 12 mesi. Assicurarsi di utilizzare prima le scorte più vecchie per evitare l'invecchiamento della calibratura.
La regola delle 24 ore:Portare sempre il roving dal magazzino al capannone di produzione almeno 24 ore prima dell'uso. Questo consente al materiale di raggiungere l'"equilibrio termico", evitando la formazione di condensa all'apertura della confezione.
Stoccaggio elevato:Non conservare mai i pallet di roving direttamente su un pavimento in cemento, che può "trasportare" l'umidità. Utilizzare scaffalature o pallet di legno.
Sigillare le bobine parziali:Se una bobina è utilizzata solo a metà, non lasciarla esposta sulla macchina. Riavvolgerla nella pellicola prima di riporla.
Monitorare con igrometri:Installate monitor digitali di temperatura e umidità nelle vostre aree di stoccaggio. Questi dati sono preziosi per risolvere un improvviso picco di difetti di produzione.
Conclusione: proteggere il tuo investimento
Roving in fibra di vetroè un materiale ad alte prestazioni, ma le sue prestazioni sono fragili finché non viene polimerizzato all'interno di una matrice di resina. Prestando la stessa attenzione alle condizioni di stoccaggio e ai parametri di produzione, è possibile ridurre significativamente i tassi di scarto, migliorare la consistenza dei componenti e garantire la durabilità a lungo termine dei prodotti compositi.
Chongqing Dujiang Composites Co., Ltd.
Contattaci:
Sito web: www.frp-cqdj.com/www.cqfiberglass.com/www.cqfrp.ru/www.cqdjfrp.com
E-mail:info@cqfiberglass.com/marketing@frp-cqdj.com /marketing01@frp-cqdj.com
WhatsApp:+8615823184699
Tel:+86-023-67853804
Data di pubblicazione: 09-01-2026





